
技術文章
Technical articles 熱門搜索:
GA35威卡WIKASF6氣體定量監測儀
SIBENCH西門子SIEMENS汽車尾氣檢測過程分析儀表
CPC8000德國Mensor威卡WIKA 壓力控制器報價
OMD30M-R2000-B23-V1V1D-HD德國倍加福P+F二維激光雷達傳感器
OMD30M-R2000-B23-V1V1D-1L德國倍加福P+F二維激光雷達傳感器原裝正品
MicroSAM德國西門子SIEMENS過程氣相色譜儀
SITRANS CV德國西門子SIEMENS過程氣相色譜儀
990.27原裝德國威卡WIKA法蘭連接式隔膜密封
MAXUM II型德國西門子SIEMENS過程氣相色譜儀
WIKA雙金屬溫度計
FSD-3威卡WIKA流量開關
3051S美國羅斯蒙特ROSEMOUNT多變量變送器
wika進口壓力變送器
E-V- A德國西門子SIEMENS固體沖板流量計
SLS進口德國威卡WIKA 投入式浮球液位計開關
CPC6050模塊化威卡WIKA壓力控制器
熱門搜索:
GA35威卡WIKASF6氣體定量監測儀
SIBENCH西門子SIEMENS汽車尾氣檢測過程分析儀表
CPC8000德國Mensor威卡WIKA 壓力控制器報價
OMD30M-R2000-B23-V1V1D-HD德國倍加福P+F二維激光雷達傳感器
OMD30M-R2000-B23-V1V1D-1L德國倍加福P+F二維激光雷達傳感器原裝正品
MicroSAM德國西門子SIEMENS過程氣相色譜儀
SITRANS CV德國西門子SIEMENS過程氣相色譜儀
990.27原裝德國威卡WIKA法蘭連接式隔膜密封
MAXUM II型德國西門子SIEMENS過程氣相色譜儀
WIKA雙金屬溫度計
FSD-3威卡WIKA流量開關
3051S美國羅斯蒙特ROSEMOUNT多變量變送器
wika進口壓力變送器
E-V- A德國西門子SIEMENS固體沖板流量計
SLS進口德國威卡WIKA 投入式浮球液位計開關
CPC6050模塊化威卡WIKA壓力控制器
 更新時間:2019-05-23
更新時間:2019-05-23 點擊次數:4459
點擊次數:4459
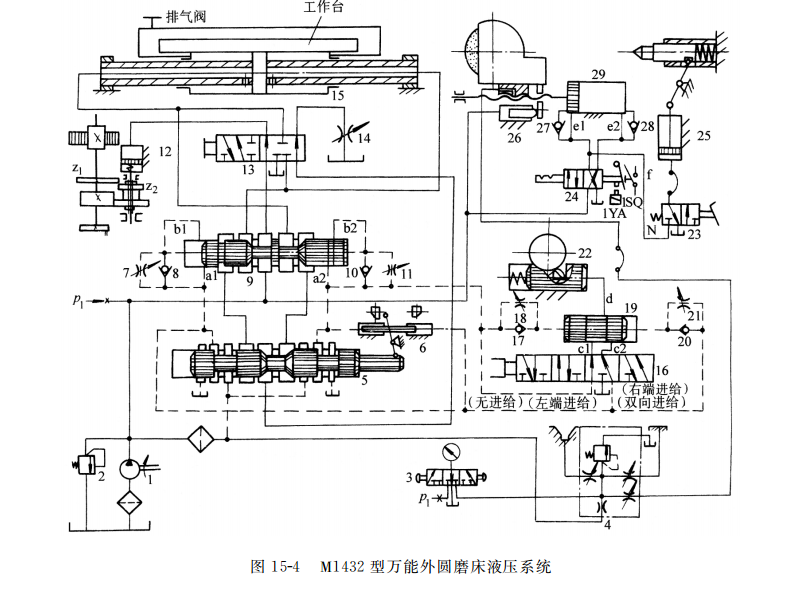
M1432A型外圓磨床液壓系統的工作原理,現在從工作臺部分、及砂輪架部分、尾架ding尖的液動退回以及其他四個方面來進行講解。
1、工作臺部分
工作臺的縱向往復運動由 HYY21/3P-25T 型液壓操縱箱控制,該箱由開停閥13、先導閥5、換向閥9和抖動缸6等組成,用來實現工作臺縱向直線往復運動的開停、調速、換向、端點停留及抖動等動作。
(1)工作臺直線往復運動。 將開停閥 13 打開,使其右位接入系統。 在圖15-4所示狀態下,先導閥5和換向閥 9的閥芯都處于右端 ,油液進入液壓缸15 的右腔 ,推動工作臺向右運動 。 其油路為 :
進油路 :液壓泵1 → 換向閥 9 右位 → 工作臺液壓缸 15 右腔 。
回油路 :工作臺液壓缸15左腔→ 換向閥9右位 → 先導閥5右位 →開停閥13右位 → 節流閥14→ 油箱 。
當工作臺右行至預定位置時 ,擋鐵撥動換向杠桿 ,將先導閥5的閥芯推至左端 ,控制油路切換 ,使換向閥 9 換向 ,主油路切換 ,工作臺換向左行(詳見換向部分)。其油路如下:
進油路 :液壓泵 1 → 換向閥 9 左位 → 工作臺液壓缸15左腔。
回油路 :工作臺液壓缸 15 右腔 → 換向閥 9 左位 → 先導閥 5 左位 → 開停閥13 右位 → 節流閥14 → 油箱。
工作臺左行至終點時,又自動換向右行 ,如此不斷往復 ,直到轉動開停閥13,使其左位接入系統時,工作臺才停止運動。 工作臺的運動速度可由節流閥 14 調節。
(2)換向。工作臺的換向,是由機動先導閥和和液動換向閥組成的換向回路完成的。工作臺的換向過程分為制動、停留和啟動三個階段 。
① 制動階段。 工作臺換向時的制動又分為兩步,即先導閥的預制動和換向閥的終制動 。 當工作臺右行至接近終點時 ,擋鐵碰撞換向撥桿 ,撥動先導閥的閥芯向左移動 ,先導閥中段的右制動錐逐漸將通向節流閥 14 的回路通路關小 ,工作臺逐漸減速 ,實現預制動 。 當先導閥的閥芯超過中位后,控制油路切換,一部分控制油液進入抖動缸 6 左腔 ,使控制閥閥芯快跳 ,另一部分控制油液進入換向閥 9 右端 ,推動閥芯左行。 其控制油路為 :
進油路 :液壓泵 1 → 先導閥 5 左位 → 單向閥 10 → 換向閥 9 右端 。
回油路 :換向閥 9 左端 → 先導閥 5 左位 → 油箱。
由于此時控制油路回油通暢 ,故換向閥 9 的閥芯快速左移,即出現次快跳 ,其右部制動錐迅速關小主油路回油通道 ,使工作臺迅速制動。 當閥芯移動一定距離后 ,壓力油同時進入工作臺液壓缸15 的左右腔 ,工作臺停止運動 ,實現了終制動 。
② 停留。 當換向閥 9 的閥芯左移至將直通先導閥 5 的回油路 a1 切斷后 ,次快跳結束 ,閥芯向左慢速移動 。 此時的回油路改為 :換向閥 9 左端 → 節流閥 7 → 先導閥 5 左位 → 油箱 。由于換向閥閥芯中部臺肩寬度小于閥體中間沉割槽的寬度 ,在閥芯慢速移動期間 ,工作臺液壓缸 15 左右兩腔繼續保持相通 ,工作臺仍然停止不動 ,即處于停留狀態 。通過節流閥 7 調節換向閥 9 閥芯的移動速度 ,即可調整工作臺在換向時的停留時間 。
③ 啟動 。 當換向閥 9 的閥芯慢速左行至其左部環形槽將油路 a1 、b1 接通后 ,換向閥左端的控制油液回油通暢 ,閥芯快速左移 ,即第二次快跳 。 控制油液回油路改為 :換向閥 9 左端 → 油路 b1 → 換向閥 9 閥芯左部環形槽 → 油路 a1 → 先導閥 5 左位 → 油箱 。 主油路被迅速切換 ,工作臺快速反向啟動 ,全部換向過程結束 。預制動是為了使工作臺減速 ,避免換向沖擊 。 換向閥 9 的閥芯次快跳是為了縮短制動時間 ,提高換向定位精度 ;第二次快跳是為了縮短工作臺的啟動時間 ,保證啟動速度 。
(3)工作臺的抖動 。 當磨削長度與砂輪寬度相近的較短表面時 ,為了提高磨削效率 ,降低工件表面粗糙度和提高砂輪耐用度 ,工作臺作短距離(1 ~ 3 m m) 、高頻率(100 ~ 150 次/min)的往復運動 ,即為抖動 。將工作臺擋鐵之間的距離調到很小 ,這時先導閥撥桿處于垂直位置 ,先導閥控制的主回油通道和控制油液通道處于左右開閉的極限狀態 ,只要擋鐵推動撥桿向左或右偏移 ,控制油路就迅速接通 ,利用抖動缸使先導閥換向過程迅速完成 ;同時將節流閥 7 和 11 調到大開度 ,使先導閥快跳的同時換向閥也快跳到終端 ,沒有換向停留 ,實現高速換向 。 如此反復 ,工作臺即快速抖動 。
(4)工作臺液動和手動的互鎖 。 為了避免工作臺利用液壓傳動做往復運動時帶動手輪快速旋轉而傷人 ,要求工作臺液壓驅動時 ,手搖機構應脫開 ,只有在開停閥處于“停”的位置時 ,才能用手輪來搖動工作臺移動 。 當開停閥處于“開”的狀態時 ,其右位接入系統 ,壓力油進入互鎖缸 12 上腔 ,推動活塞使齒輪 z1 、z2 脫開嚙合 ,工作臺移動時不能帶動手輪旋轉 ;當開停閥處于“停”的狀態時 ,其左位接入系統 ,互鎖缸 12 的上腔接通油箱 ,活塞在彈簧作用下向上移動 ,使齒輪 z1 、 z2 嚙合 ,此時工作臺液壓缸 15 左右兩腔連通 ,液動停止 ,即可通過手搖機構操縱工作臺移動 。 這樣就實現了工作臺液動與手動的互鎖 。
2、砂輪架部分
(1)砂輪架快速進退 。 為了節約輔助時間 ,提高生產率 ,要求磨削開始時砂輪應快速趨近工件 ,測量和裝卸工件時又要求砂輪架快速退回 。將砂輪架快動閥 24 的右位接入系統 ,壓力油進入快動缸 29 的右腔 ,砂輪架快速前進 。 其油路為 :
進油路 :液壓泵 1 → 快動閥 24 右位 → 單向閥 28(油路 e2) → 快動缸 29 右腔 。
回油路 :快動缸 29 左腔 → 油路 e1 → 快動閥 24 右位 → 油箱 。
扳動快動閥 24 的手柄 ,使閥的左位接入系統 ,則壓力油進入快動缸 29 的左腔 ,砂輪架快速退回 。快動閥處于快進位置時 ,手柄使行程開關 1S Q 接通 ,頭架電動機和冷卻泵啟動 ;砂輪架快退時 ,行程開關斷開 ,頭架電動機和冷卻泵自動停止 ,以便測量 。為了防止砂輪架在快速運動終點處產生沖擊 ,在快動缸 29 兩端設置了緩沖裝置(圖中未畫出) 。在進行內圓磨削時 ,內圓磨具放下的同時 ,將微動開關壓下 ,使電磁鐵 1Y A 通電吸合 ,將快動閥 24 鎖定在快進位置上 ,手柄無法扳動 ,避免了誤動作而引起砂輪架快退 ,確保工作安全 。
(2)砂輪架周期進給 。 砂輪架的周期進給,是在工作臺往復運動行程終了、工作臺換向之前進行的,由進給缸 22 通過其活塞上的棘爪棘輪 、齒輪 、絲杠螺母等傳動副來實現的。 周期進給分為雙向進給、左端進給 、右端進給和無進給四種方式 ,由選擇閥 16 控制 。在圖15-4所示的狀態下 ,選擇閥處于雙向進給狀態 ,工作臺向右運動 。 當工作臺右行至終點時 ,擋鐵撥動換向撥桿 ,先導閥 5 將控制油路切換 ,部分控制壓力油進入進給缸 22 的右腔 ,推動活塞左移 ,使砂輪架在工件的右端進給一次 。 此時控制油液的進油路為 :液壓泵 1 → 先導閥 5 左位 →
選擇閥 16 → 油路 c1 → 進給閥 19 → 油路 d → 進給缸 22 右腔 。
部分控制油液同時經節流閥 18 進入進給閥 19 左端,推動其閥芯移動 ,當閥芯移至將油路 c1封閉時 ,砂輪架橫向進給結束 ,油路 c2 與 d 接通后,進給缸 22 右腔的油液與油箱相通,活塞在彈簧作用下回到右端 ,為下次進給作準備 。 其回油路為 :進給缸 22 右腔 → 油路 d → 進給閥 19 → 油路
c2 → 選擇閥 16 → 先導閥 5 左位 → 油箱 。
同理 ,當工作臺在左端換向時 ,控制油液經油路 c2 、d 進入進給缸 22 右腔 ,使砂輪架在工件左端又進給一次 ,實現雙向進給 。
其他幾種進給方式的工作情況可采用類似方法分析 ,不再贅述 。由于液壓進給系統進給量不均勻 ,在精磨時不能滿足微量進給的要求 ,有的磨床取消了砂輪架橫向自動進給系統 ,采用了手動進給 。
3、尾架ding尖的液動退回
尾架ding尖平時靠彈簧力頂在工件上 ,依靠液動退回 。 當砂輪架處于快退位置時 ,踏下腳踏板 ,使尾架閥 23 的右位接入系統 ,液壓泵輸出的壓力油經快動閥 24 左位 、尾架閥 23 右位進入尾架缸25 下腔 ,使活塞上移 ,通過杠桿機構使ding尖向右退回 。 松開腳踏板后 ,尾架閥 23 左位接入系統 ,尾架缸 25 下腔與油箱接通 ,尾架ding尖在彈簧力作用下頂出 ,將工件夾緊 ,同時使尾架缸的活塞復位 。為了確保工作安全 ,尾架ding尖必須在砂輪架快退時才能松開 。 在砂輪架快進時 ,油路 f 與油箱相通 ,動力來源被切斷 ,即使誤踏腳踏板 ,尾架ding尖也不會松開 。
4、其他
(1)潤滑。磨床工作壓力較低 ,一般不另設潤滑系統 ,而是將液壓泵輸出的壓力油經減壓閥或細長孔阻尼后送至潤滑部位 。 在 M1432 A 型外圓磨床液壓系統中 ,液壓泵輸出的部分油液進入潤滑穩定器 4 ,由固定節流閥降壓后 ,經可調節流閥分別流入 V 型導軌 、平導軌 、砂輪架絲杠 、螺母副等處進行潤滑 。 潤滑油的壓力由穩定器中的溢流閥調節 。
(2)砂輪架絲杠和螺母間隙的消除 。 壓力油進入閘缸 26后 ,閘缸柱塞頂緊砂輪架 ,使螺母與絲杠之間的牙側間隙始終集中在牙型的前側面 ,從而消除了絲杠和螺母間隙的影響 ,保證了砂輪架快動時的重復位置精度。
(3)壓力測量。 系統各點壓力,可通過壓力表開關3 由壓力表測量。 當壓力表開關左位接入系統時 ,測量的是主油路壓力 ;右位接入系統時,測量的為潤滑系統壓力;中位接入系統時,壓力表與油箱相通,不測壓力。
詳情請見:M1432A型外圓磨床液壓系統
 當前位置:
當前位置:
